








Single Screw Extruder Knowledge-Part 2
Single Screw Extruder Knowledge-Part 2
BM Screw of Extruder
The plastic gradually presses against the inner wall of the barrel while being compressed and gradually filling the groove. The heated barrel transfers heat to the plastic, and the outermost plastic melts to form a melt film. When the thickness of the melt film exceeds the gap between the shuttle and the inner wall of the barrel, the spiral rib in the rotation scrapes the melt film toward the advancement surface of the spiral rib and gradually accumulates to form a molten pool. This is the famous Tadmor melting theory (Z. Tadmor American scholar, first published the research results of melting theory in 1966).

1.Push surface of screw 2.molten pool 3.molten film 4.heated solid 5.Soild section
Separating screws have been commonly used in extruders in recent years. One of the most commonly used types of split screws is called BM type screw (BM Screw, the name of the Swiss male double-head threaded screw). It is to add an auxiliary thread to the single-threaded screw to weld the plastic pool area in the groove. Separated from the solid area, the molten pool area is gradually enlarged by the correct design until the entire groove becomes the molten pool area. The molten pool is finally connected to the homogenization section, and the molten plastic will directly enter the groove of the homogenization section. The solid state zone is gradually reduced until it disappears, but the unplasticized plastic cannot pass out of the solid state tank. The main feature of the BM type screw is that the auxiliary thread can be used to guide the molten plastic into the molten pool, exposing and extruding the unplasticized solid plastic so as to be as close as possible to the inner wall of the barrel, thereby accelerating the melting and increasing the extrusion capacity.

The BM type screw has also been found to have some problems in use: first, the auxiliary thread is a variable pitch thread, and the processing is difficult and complicated; secondly, the width of the auxiliary groove is gradually narrowed, and the contact surface between the solid bed and the barrel is gradually gradually Smaller, it is not conducive to the plasticization of unmelted solids; third, the speed at which the solid bed gradually narrows is not necessarily consistent with the speed at which the plastic melts, and partial collapse of the solid bed may occur, causing extrusion instability. The modified BM type screw has an auxiliary thread which is an equidistant thread, and the auxiliary groove (solid bed) gradually becomes shallow and finally disappears. The main groove (melting pool) gradually becomes deeper and finally communicates with the homogenization section. This screw is called a Barr type screw. However, due to the narrow width of the Bar type screw, the depth is deeper than that of the homogenization section, and the connection with the homogenization section often adopts a sudden transition. Barr-type screws are often not used due to the limitation of strength in small-diameter screws.
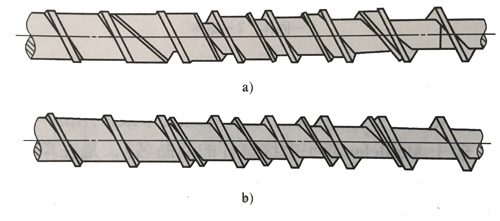
a. Barr Screw b.BM Screw
FUSION-PLASTECH single screw extruder adopt advanced technology basic on BM structure, efficent, high rotating speed in good performance.
Please click here to check more.
For more information on Fusion-Plastech plastic sheets extrusion line, pls click www.fusion-plastech.com. Cell/Whatsapp: +86 18661986585, Email: [email protected].
- About Us
- Company Introduction
- Contact Us
 [email protected]
[email protected] gongsong2010
gongsong2010 +86 18661986585
+86 18661986585